11.3. CÔNG NGHỆ HÀN ĐIỆN TIẾP XÚC
11.3.1. Khái niệm
Phương pháp hàn điện tiếp xúc là một trong những giải pháp hàn tiên tiến và phát triển không cần dùng que hàn hoặc chất trợ dung mà vẫn bảo vệ được mối hàn tốt. Phương pháp hàn này đã được cơ khí hóa và tự động hóa. Máy hàn tiếp xúc hoàn toàn có thể đặt trực tiếp trong dây truyề sản xuất. Vì thế trong sản xuất hàng loạt và sản xuất hàng khối, hàn tiếp xúc được dùng rất nhiều .
Phương pháp hàn điện tiếp xúc dựa trên nguyên tắc : nhiệt sinh ra khi cho dòng điện hàn đi qua điện trở tại mặt phẳng tiếp xúc của hai chi tiết cụ thể hàn ( nguồn nhiệt Jun-lenxơ Q = RI2T ) nung nóng chỗ hàn đến trạng thái dẻo, sau đó ngắt dòng điện và ép một lực thích hợp để tạo mối hàn nối hai cụ thể cần hàn lại với nhau. Dòng điện dùng trong hàn tiếp xúc là dòng điện xoay chiều, điện áp và cường độ dòng hàn sẽ kiểm soát và điều chỉnh theo chiều dày vật hàn .
Đặc điểm của hàn điện tiếp xúc là thời gian đốt nóng chỗ hàn rất nhanh – vài trăm phần trăm giây nhờ dòng điện có cường độ rất lớn.
Bạn đang đọc: 11.3. CÔNG NGHỆ HÀN ĐIỆN TIẾP XÚC
Hàn điện tiếp xúc có hiệu suất rất cao, được dùng nhiều trong những ngành sản xuất ôtô, máy kéo, máy bay, sản xuất dụng cụ đo, dụng cụ cắt, hàn đường ray, toa xe, trong sản xuất hàn tiêu dùng ( máy lạnh, xe đạp điện ) … Gần đây chiêu thức hàn điện tiếp xúc còn được dùng nhiều trong thiết kế xây dựng .
11.3.2. Các phương pháp
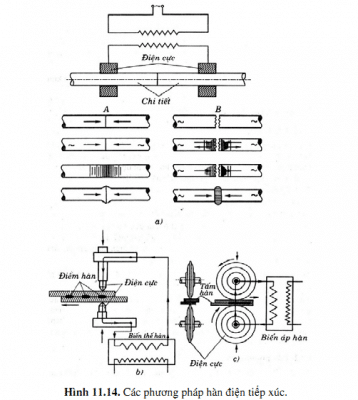
Hàn điện tiếp xúc có ba giải pháp đa phần : hàn cạnh tranh đối đầu ( hàn giáp mối ), hàn điểm và hàn đường. Sơ đồ trình diễn những dạng hàn đó cho trên hình 11.14 .
YouTube Video
a. Hàn đối đầu (hàn giáp mối)
Phương pháp hàn giáp mối được chia thành hai chiêu thức hàn điện trở ( không chảy ) và giải pháp hàn chảy .
Phương pháp hàn điện trở: Các đầu chi tiết hàn được tiếp xúc với nhau, với một lực ép nhẹ và được nung nóng bằng dòng điện đi qua chỗ tiếp xúc và kim loại tại đây đạt tới một trạng thái dẻo, sau đó ngắt dòng điện và ép cho hai chi tiết dính lại với nhau thành một khối (Hình 11.14 – a – A). Phương pháp hàn này dùng để hàn thép ít cacbon và kim loại màu có bề mặt phẳng và được làm sạch trước, diện tích bề mặt không quá 1000mm2. Khi hàn các mặt lớn bằng phương pháp hàn này thì khó có mối hàn tốt vì sự nung nóng chi tiết không đều trên bề mặt tiếp xúc quá lớn.
Nhược điểm của phương pháp hàn này là năng suất tương đối thấp so với phương pháp hàn khác.
Phương pháp hàn chảy: Các mặt chi tiết hàn (thường không bằng phẳng), được áp lại gần nhau, khi đó trên bề mặt tiếp xúc chỉ có các nhấp nhô bề mặt tiếp xúc, do vậy, khi cho dòng điện chạy qua, ở đó sẽ có mặt mật độ điện trở lớn mà diện tích tiếp xúc lại nhỏ nên chỗ hàn lập tức bị đốt nóng chảy. Kim loại nóng chảy sẽ loang ra, tạo nên những điểm tiếp xúc nhỏ khác (do tác dụng của lực ép ở đầu tác động) và để dòng điện lại chạy qua, kim loại được nóng chảy và chảy tản ra xung quanh. Cứ như thế diện tích nóng chảy sẽ to dần và trong thời gian ngắn trên khắp bề mặt tiếp xúc mối hàn sẽ có một lớp kim loại lỏng mỏng bao phủ, sau đó dùng một lực ép lớn ép lại. Kim loại chảy, xỉ bẩn sẽ được đẩy ra ngoài và vật hàn được gắn chặt lại (Hình 11.14 – a – B).
Cường độ dòng điện dùng trong phương pháp hàn này tương đối nhỏ nên giá thành rẻ hơn so với hàn điện trở. Quá trình hàn cũng nhanh hơn hàn điện trở và không cần phải làm sạch trước các mặt hàn mà chất lượng mối hàn vẫn cao. Ngoài ra phương pháp hàn này còn có thể hàn được những loại thép đặc biệt trong khi phương pháp hàn điện trở không thực hiện được.
Phương pháp hàn chảy liên tục được dùng để hàn những thanh ray, ống mỏng dính, những dụng cụ và đồ dập bằng thép tấm cũng như để hàn những loại vật tư khác nhau. Ví dụ hàn thép với đồng … trong trường hợp hiệu suất của máy không đủ để hàn chảy liên tục thì dùng chiêu thức hàn chảy gián đọan. Phương pháp này được triển khai bằng cách lần lượt đưa những vật hàn tiếp xúc với nhau, sau đó tách chúng rời nhau một khỏang nhỏ rồi lại áp lại gần mỗi làm như vậy, hồ quang hình thành ). Cứ vậy độ vài lần cho tới khi đạt tới độ nóng chảy thiết yếu sẽ ép nhanh những chi tiết cụ thể đó lại với nhau, phần sắt kẽm kim loại chảy bị đẩy ra ngoài tạo ra ba via
b. Hàn điểm
Hàn điểm là một dạng hàn phổ cập nhất của hàn điện tiếp xúc, trong đó những chi tiết cụ thể hàn được ép chồng lên nhau và được hàn không phải trên toàn mặt phẳng tiếp xúc mà trên từng điểm riêng không liên quan gì đến nhau ( Hình 11.14 – b ). Các cụ thể hàn được ép lại với nhau bằng hai điện cực, nung nóng chỗ tiếp xúc của những cụ thể hàn đạt tới mức làm chảy một lớp mỏng dính trên mặt phẳng điểm tiếp xúc, còn khu vực gần đó thì nằm trong trạng thái dẻo, sau đó ngắt điện và ép hai điện lại, mối hàn hình thành .
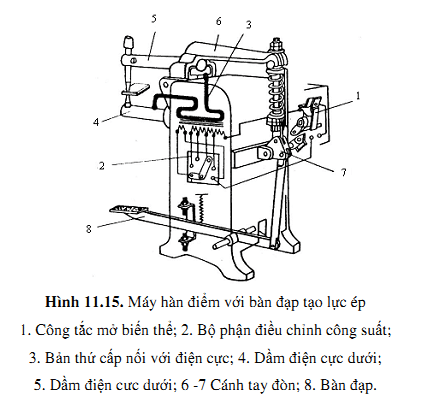
Hàn điểm được triển khai trên những máy hàn điểm chuyên dùng, chúng hoàn toàn có thể là máy hàn một điểm hay nhiều điểm, máy hàn cố định và thắt chặt hay di động, có truyền dẫn tạo lực bằng bàn đạp hoặc cơ khí hóa, tự động hóa hoặc nửa tự động hóa. Máy hàn điểm đơn thuần nhất được trình làng trên hình 11.15 .
Khi hàn hiệu suất phụ thuộc vào vào chiều dày của vật hàn và sắt kẽm kim loại hàn. Muốn hàn cho tốt cần có một lực ép thích đáng. Lực ép phụ thuộc vào vào chiều dày của vật hàn và thành phần hóa học của sắt kẽm kim loại .
Vật liệu dùng làm điện cực phải có tính dẫn điện và tính dẫn nhiệt cao, thường là đồng điện phân cán nguội, đồng đen có pha coban và catmi kim loại tổng hợp có chất hầu hết là vonfram .
Hàn điểm được sử dụng thoáng đãng trong những ngành sản xuất ôtô, máy bay, toa xe … đa phần cho những loại vật tư tấm bằng thép cacbon, thép hợp kim thấp, thép không gỉ, những tấm thép bằng hợp kim đồng và nhôm .
YouTube Video
c. Hàn đường
Hàn đường hay hàn lăn dùng để hàn những loại vật tư tấm với chiều dày tổng số dưới 4 mm. Phương pháp hàn này khác với hàn điểm ở chỗ người ta thay những điện cực thanh bằng những điện cực con lăn. Khi con lăn quay, vật hàn nằm giữa hai con lăn, nhờ thế mối hàn là một đường rất kín không cho những chất lỏng và chất khí lọt qua được ( Hình 11.14 c ) .
Công suất khi hàn đường tùy thuộc vào sắt kẽm kim loại, chiều dày của nó và vận tốc hàn. Lực ép không cần vượt quá 3000 – 5000N vì lực ép lớn sẽ làm cho con lăn nhanh mòn. Vật liệu của con lăn hàn đường như điện cực thanh trong hàn điểm .
Hàn đường được dùng để hàn những điểm, ống, bình chứa và chi tiết cụ thể khác cần có mối ghép kín, được làm bằng thép hoặc kim loại tổng hợp màu .
Các phương pháp kiểm tra mối hàn
Source: https://dichvubachkhoa.vn
Category : Điện Tử Bách Khoa
Có thể bạn quan tâm
- Sửa Ti Vi Asanzo Huyện Gia Lâm Hotline 0903 262 980
- Chuyên Sửa Tivi Uy Tín Tại Nhà Hà Nội Liên Hệ ☎ 0903 262 980
- Sửa Ti Vi Asanzo Quận Long Biên Hotline 0903 262 980
- sửa Ti Vi Asanzo Huyện Từ Liêm Hotline 0903 262 980
- Sửa Ti Vi Asanzo Huyện Hoài Đức Hotline 0903 262 980
- Sửa Ti Vi Asanzo Huyện Thanh Trì Hotline 0903 262 980











